
Литье по газифицируемым моделям
Применение технологий литья по газифицируемым моделям — важный шаг в области охраны окружающей среды. ЛГМ-технологии активно применяются во всем мире.
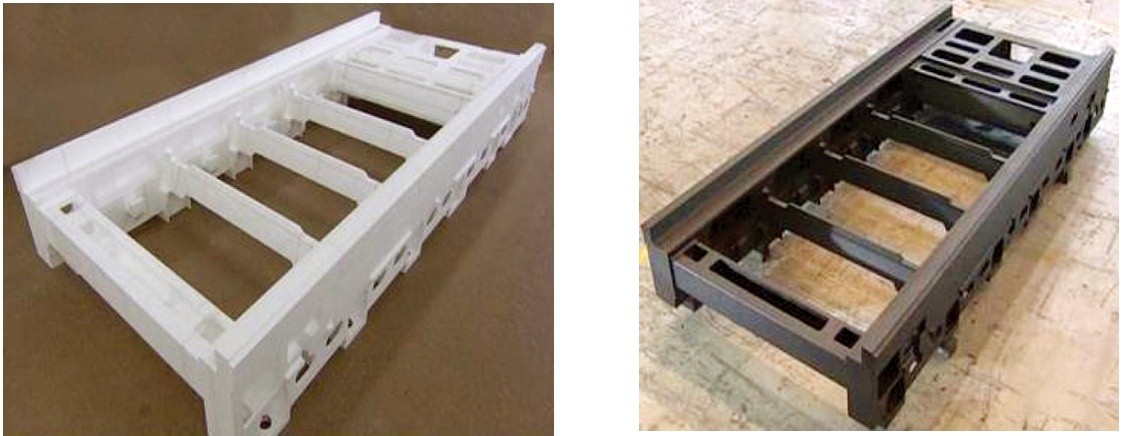
В традиционном литейном производстве основной источник токсичных веществ, выделяемых в атмосферу, — это связующие материалы и синтетические смолы, используемые при изготовлении стержней и форм. При заливке, вредные вещества выделяются в воздух производственного помещения, и его очистка представляется довольно сложным мероприятием. При ЛГМ-процессе модель для отливки создается из пенополистирола. В процессе выжигания полистирол полностью разлагается на газообразные составляющие. Опоки с моделями для заливки подключены к вакуумной системе, поэтому все вредные газы поступают сразу в  систему очистки, практически не попадая в помещения.
систему очистки, практически не попадая в помещения.
Литьё по газифицируемым моделям относится к малоотходному производству. Формованный песок тщательно просевается, подается элеваторами в охладитель, после чего возвращается на формовку. При этом удаляются вредные газы и пыль.
Антиприграрные покрытия на водных связующих практически не загрязняют песок и легко отделяются при просеивании и в системе охлаждения. Один-два раза в год песок очищают методом терморегенерации.
Для удаления пыли на производствах используются аспирационные установки и циклоны с высокой степенью очистки. Многократное использование песка позволяет добиться минимальных потерь — всего 0,5-1 % (пыль кварцевого песка, остатки краски).
На комплексах литья по газифицируемым моделям используется оборотное водоснабжение плавильных печей. Используемое тепло не утилизируется. Оно используется для обогрева производственных помещений, а также подается в помещения для сушки и хранения полистирольных моделей. Это позволяет значительно снизить внешнее водопотребление и слив отработанной воды в канализацию, а также минимизировать потребление электрической или тепловой энергии, требуемой для обогрева. Это скорее относится к косвенной защите окружающей среды. Водоснабжение не сильно влияет на экологичность производства, но снижение потребления энергии от внешних источников снижает вред, наносимый природе котельными или электростанциями.
Преимущества:
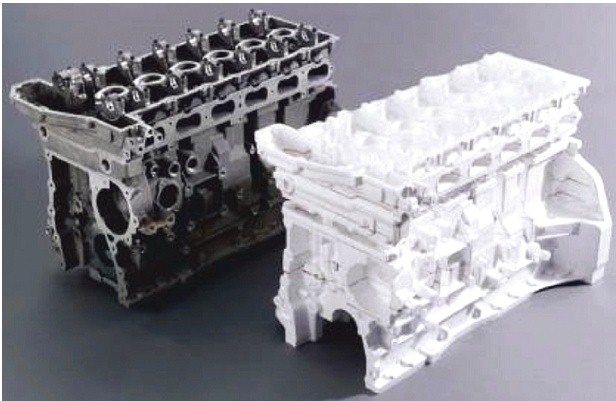
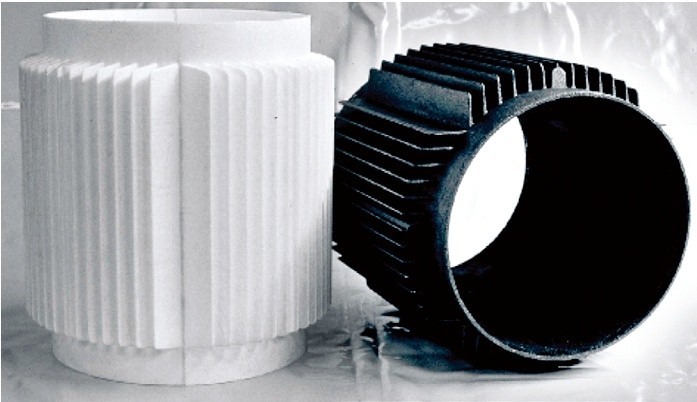
Данный процесс в основном используется для изготовления небольших изделий, однако также находит своё применение и при изготовлении деталей весом до 2000 кг (чугун) или 100 кг (алюминий). В отличие от литья в металлические формы данный тип литья позволяет изготавливать более сложные формы, сохраняя при этом высокую точность получаемых поверхностей, которые нуждаются лишь в небольшой доработке.
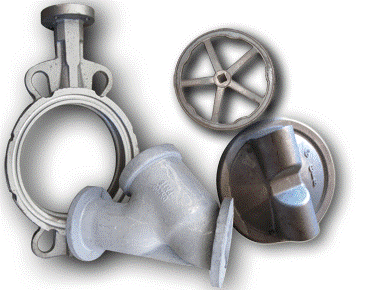
Литьё по газифицируемым моделям может осуществляться практически любыми металлами, пригодными для литья. Однако, наиболее распространено литьё с использованием алюминия, меди и чугуна. Данная технология позволяет изготавливать изделия массой от 200 грамм до 500 килограмм с точностью от 0.1 мм на 25 мм.


Технологический процесс литья по газифицируемым моделям:
- Разработка модели в CAD/CAM программном обеспечении;
- Предвспенивание полистирола, разогрев полистирола, загрузка в бункеры-сушилки;
- Изготовление полистирольной формы на формовочных установках (при крупносерийном или массовом производствах) или на обрабатывающем центре (при единичном или мелкосерийное производство, менее 200 изделий);
- Перемещение форм в помещения выдержки на 2-5 часов для удаления остатков влаги;
- Установление соответствия полученной модели необходимым параметрам;
- Создание готовых форм или дерева форм для заливки;
- Подготовка огнеупорного покрытия в смесителях (циркониевый порошок, каолин, тальк) на низких оборотах (до 3 часов), а затем на быстрых оборотах (до 1 часа);
- Нанесение огнеупорного раствора на формы или дерево форм;
- Перемещение форм в комнату сушки;
- Сушка форм;
- Подготовка опок к установке форм, предварительная засыпка в них кварцевого песка (около ? высоты опоки);
- Установка форм в опоки с кварцевым песком;
- Перемещение опок с формами в зону дальнейшей засыпки кварцевого песка;
- Заполнение песком опок на вибростоле с периодическим его включением/выключением, после полной засыпки опоки включение вибростола на 20-30 секунд для полного проникновения песка;
- Перемещение опоки в зону заливки металла;
- Размещение полиэтиленовой плёнки на ёмкости;
- Подключение к системе создания вакуума;
- Заливка металла;
- Охлаждение опок с заготовкой – 2-5 часов;
- Перемещение опок с заготовкой на кантователь;
- Опрокидывание опок с заготовкой на просеиватель для отделения заготовок от песка, с дальнейшим возвратом песка в систему;
- Возврат опоки в зону установки форм;
- Обработка заготовок на станках для финишной обработки (резка, очистка);
- Контроль качества на лабораторном оборудовании.
Технические характеристики готового продукта
Материал:
- Серый чугун всех марок
- Высокопрочный чугун всех марок
- Низколегированная сталь
- Малоуглеродистая и среднеуглеродистая сталь
- Цветные металлы
Вес и размеры:
- Вес одной детали от 200 г до 500 кг
- Размер определяется конструктивно
- Допуск на угловой размер: + 1?
- Шереховатость поверхности: Ra 3.0 - Ra 6.0
- Линейный допуск + 0.12 мм на 25 мм.
- Плоскостность + 0.2 мм на 25 мм
- Общий допуск + 0.24 мм на 25 мм
- Округления и бортики мин. 0.5 мм
- Толщина стенок мин. 2 мм, в зависимости от размеров, конфигурации, материала
- Допуск на обработку 0.5 - 2.0 мм
Применяемые вспомогательные компоненты:
- STMMA (EPS)
- Огнеупорное покрытие
- Полиэтиленовые листы
- Кварцевый песок
- Топливо для парового котла











































